冷拔圆钢质量技术与工艺控制
冷拔圆钢的交货长度有定尺或倍尺二种,随直径及钢种的不同,长度选择范围有所不同。
外观质量有关标准对冷拔圆钢的外观质量作了规定,一般包括不得存在使用上有害的缺陷,直条交货的冷拔圆钢的弯曲度必须符合标准规定,冷拔圆钢不得有显著的扭转,两端切斜度、直径(或边长)、椭圆度值(或边长之差及对角线之差)等数值的规定及其允差值必须符合标准规定等。
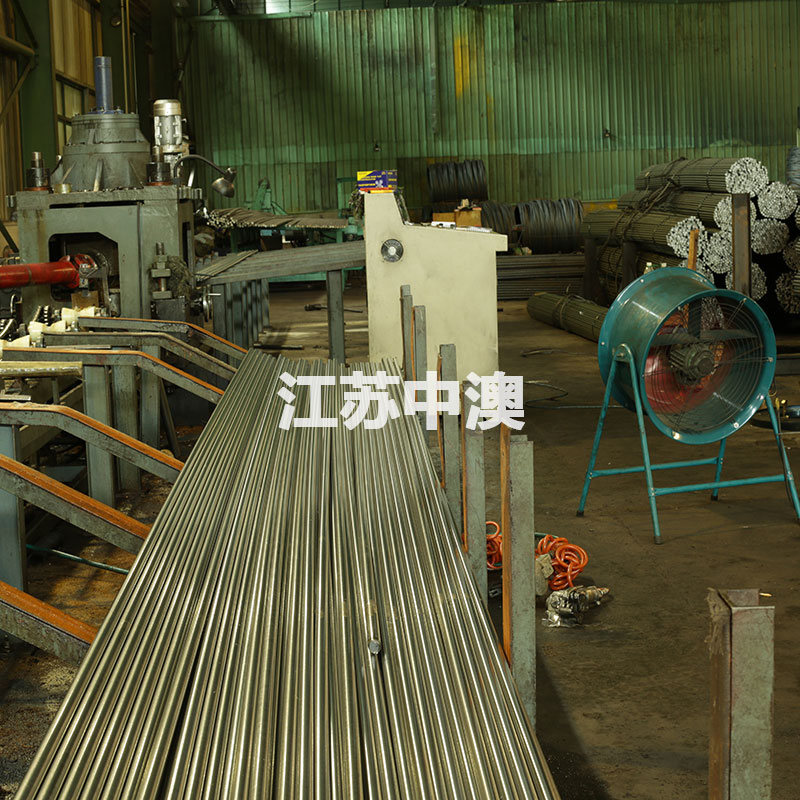
从冷拔圆钢性能应用的优势过程中,充分体现出产品的实际能力,为了加快圆钢产品的性能表现实力,产品的运用及实力的带动,增强了企业发展的优势水平,在各方面提升的品圆钢质表现的过程中,对于产品的工艺要求也越来越高,要做好产品首先要利用先进的技术优势,加大对产品生产力的提升,扩大各方面运用优势水平的发挥,以切实的产品运用效果,体现出生产力的发展。
通过对工艺等各方面进行改进,冷拔圆钢的性能更加可靠,使其在各方面的实际应用中,都体现出产品的实用性能,以较高的产品实力充分增强了整体运用优势能力的带动,扩大了圆钢产品的市场推广,以全面的性能实力不断加快了产品的运用优势,体现出内在实力的不断提升,充分体现出企业发展的实际能力。
冷拉圆钢在制造过程中,只进行冷拉率或冷冷拉圆钢拉应力控制,被称为单控;冷拉率和冷拉应力控制同时进行,被称为双控。冷拉单控虽然操作简便,但是容易使得材质不均匀的钢筋出现断裂,冷拉质量不能得到保证。双控操作可以避免以上问题,但是在冷拉圆钢制造过程中对控制应力和冷拉率要求较高,如果超过允许值,即为不合格。
冷拉应力控制。作预应力钢筋使用的冷拉圆钢要用冷拉应力控制,在钢筋冷拉后,经检查最大冷拉率超过规定范围值时,冷拉圆钢需要再进行机械能测验。
冷拉率测定控制。冷拉率数值可通过多次试验决定,作业人员使用同炉同批的钢筋测试件按照规范,进行冷拉应力获冷拔圆钢得相应的冷拉率,然后,获得其平均值,作为该批冷拉圆钢控制的实际冷拉率。当钢筋强度偏高时,冷拉率平均值低于1%时,冷拉圆钢的冷拉率仍要按1%进行控制。
不同炉批的冷拉控制。当钢筋出现混杂、无法分清炉批的情况时,作业人员将无法使用冷拉率控制操作,这时候,应该保证每根钢筋的冷拉率和冷拉力控制都符合规定要求。
冷拉速度控制。冷拉圆钢要充分变形,必须合理的控制冷拉速度,一般以0.5到1.0以内最为合适,当冷拉力和冷拉率都达到相关数值之后,在拉倒2到3左右时,放松钢筋,结束冷拉,给钢筋以充分的变形时间。
江苏中澳新型钢材科技有限公司主要产品有:冷拉圆钢,冷拔圆钢,冷拉轴承钢,调质圆钢,光亮圆钢,剥皮圆钢,银亮圆钢,冷拉方钢。业务咨询:139 5156 2913.http://www.jszas.com/