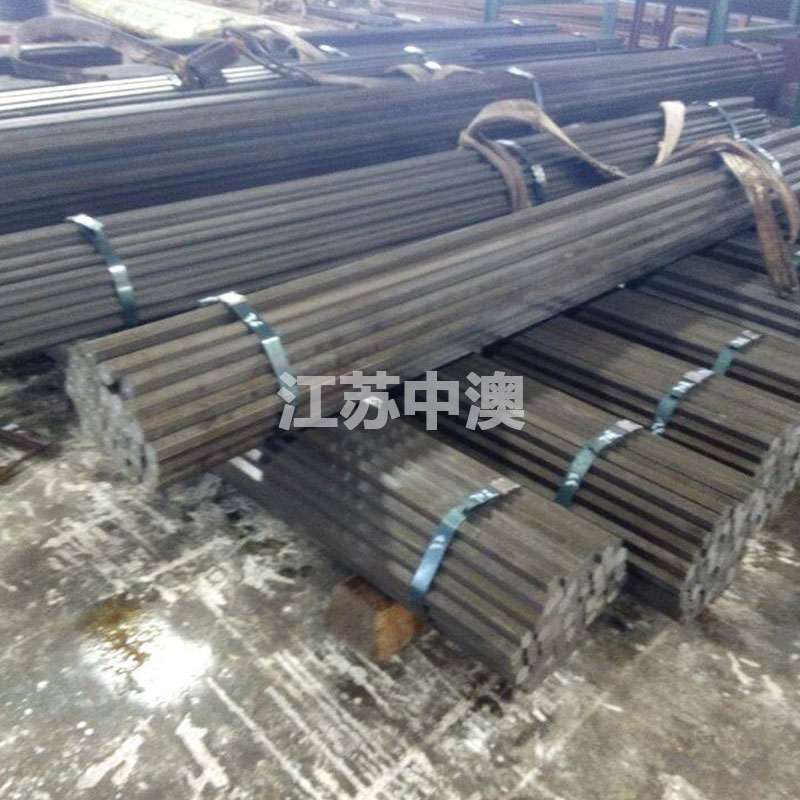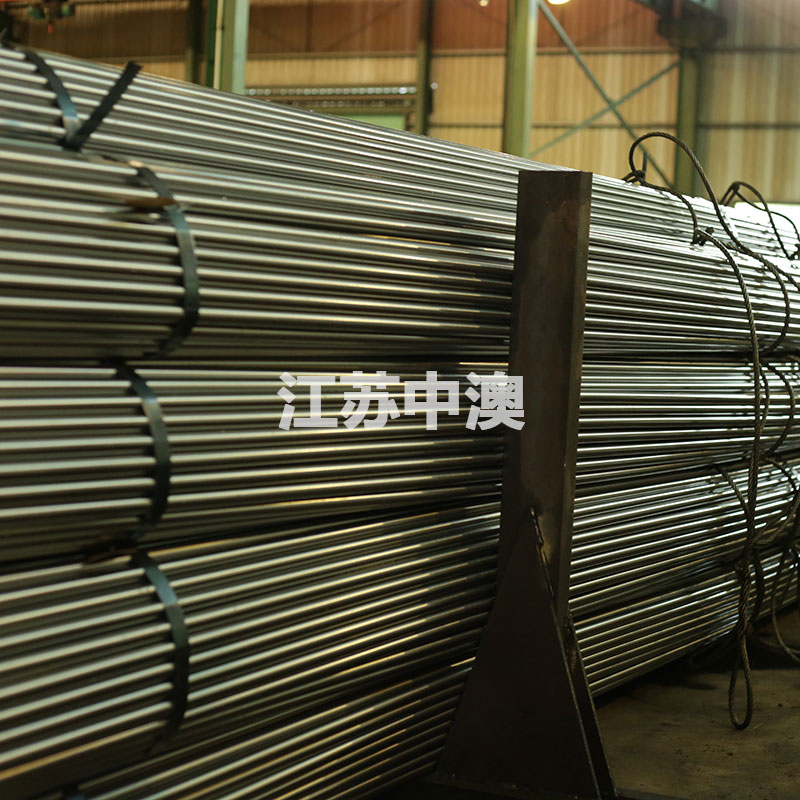
冷拔圆钢除锈方法冷拔方钢出现疤痕原因
冷拔圆钢的工作环境都是比较恶劣的,所以表面生锈是不可避免的,但是这并不会影响冷拔圆钢的质量。当然了,除锈工作也是很有必要的。清除冷拔圆钢表面锈蚀物质称为除锈,在除锈时主要有五种方法:
1.手工除锈。主要是用手锤、铲、刀、钢丝刷子、粗砂布,对带锈蚀的金属表面进行处理,达到除锈要求。
2.电动工具除锈。又称半机械除锈,主要是采用风动刷轮或各式除锈机,对带锈蚀的表面进行处理,达到除锈要求。
3.喷射或抛射除锈。主要是借助无油压缩空气。
4.圆钢化学除锈。主要采用无机稀酸溶液刷、浸泡带有锈蚀金属表面,达到除锈的目的。
5.除锈剂除锈。主要是用一种弱酸性化学液体刷涂或浸泡于带锈的金属表面,通过化学反应将金属表面上的锈蚀除掉。
选择哪一种除锈方法,需要根据实际情况来定,包括:生锈的程度,环境的情况,工艺的便利性以及自身的经济条件。这些都要综合考虑到。
可能很多人都不知道,冷拔方钢内也会出现疤痕,那么,这些疤痕是什么?这些疤痕就是一个个像黄豆粒大小不一的坑坑洼洼的小坑,里面会出现灰褐色或灰黑冷拉圆钢色的异物,那么,我们应该如何来有效的控制冷拔方钢中的疤痕?
(一)除氧化物剂粉末粒度一般要求在16目左右。
(二)根据冷拔方钢内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的管材喷吹得除氧化物剂量是不同的。
(三)吹扫时间应根据管材直接、长度进行调节,以管材内没有悬浮的金属氧化物再被吹出为标准。
(四)芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取一次水冷却的办法。
(冷拔圆钢五)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在冷拔方钢内腔中充分燃烧。
(六)严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
(七)喷嘴高度应根据冷拔方钢直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在管材内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。
江苏中澳新型钢材科技有限公司主要产品有:冷拉圆钢,冷拔圆钢,冷拉轴承钢,调质圆钢,光亮圆钢,剥皮圆钢,银亮圆钢,冷拉方钢。业务咨询:139 5156 2913.http://www.jszas.com/